
PROCESS
人と技術を最適に組み合わせ
“確実な品質”を届ける体制を構築
わずかな傷や打痕も許されない製品だからこそ段階ごとに緻密な工程を徹底しています。
製品の精密性と品質保持のため、以下のような独自の工程を導入しています。それは、この製品が傷や打痕といった外観不良に非常に厳しい評価基準を持つためです。わずかな異常も許されないからこそ、ミナト精工では人と技術を最適に組み合わせ、“確実な品質”を届ける体制を築いています。

表面に微細な傷や打痕があるだけで製品としての価値は失われます。

3つの工程改善で傷・打痕不良が大幅に減少。
一つひとつの工程を見直し、製品表面の傷や打痕といった外観不良を着実に削減。導入前後の比較では、表面不良率が半分以下に減少しています。

| 事 象 | 不良率(対策前) | 不良率(対策後) | 改 善 |
|---|---|---|---|
| ①打痕キズ対策 | 15.8% | 1.8% | ▲14.0% |
| ②シミ(汚れ) | 3.5% | 1.1% | ▲2.4% |
| ③つかみキズ | 2.1% | 0.1% | ▲2.0% |
| 合計 | 21.4% | 3.0% | ▲18.4% |
1 打痕・キズ対策

部品同士の干渉により、ランダムな打痕・傷が発生。わずかな衝撃が品質を左右します。
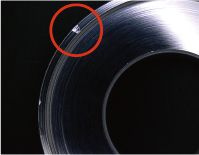 打痕
打痕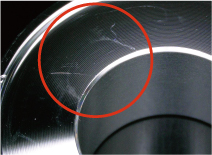 傷
傷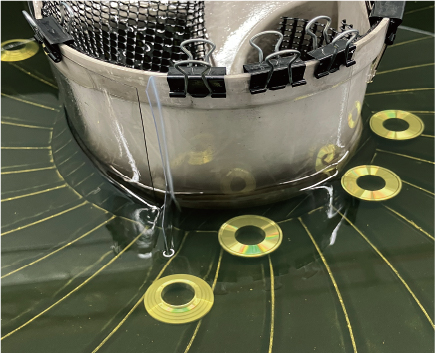
ターンテーブル内で加工面を一定にし、製品同士が集中しないように外へ分散させます。
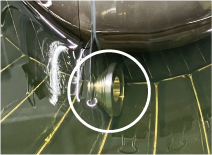 加工面の統一
加工面の統一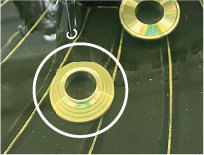 分散搬送
分散搬送2 シミ・汚れ対策
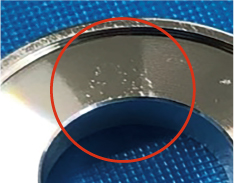
洗浄条件や拭き取りムラが原因で、シミ・汚れが発生。目視検査での検出も困難に。
自社開発の自動洗浄機で精密洗浄を実施。超音波洗浄からペーパー式乾燥まで全自動化し、安定供給しています。
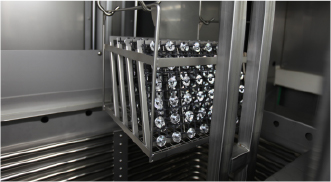
超音波振動による脱脂で汚れ残りを防止。
剣山状の治具に一つずつ仕分けして作業。

3 切粉の絡み傷対策
 絡み傷
絡み傷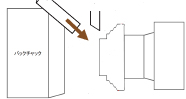
外周部の面取りで発生した切粉が製品に絡み、そのまま掴んだ際に絡み傷が発生しました。
 絡み傷無し
絡み傷無し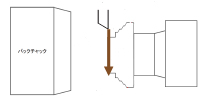
切削油の噴射方法をノズル噴射から刃先噴射に変更し、切粉の付着を防止・除去しました。